地址(zhǐ):無錫市新(xīn)吳(wú)區碩放振發路233號(華焊智(zhì)能)
熱線:電(diàn)話:13861703987
座機(jī):0510-85300198
網址:www.haogangwan.com.cn
郵箱:sales@wuxihuahan
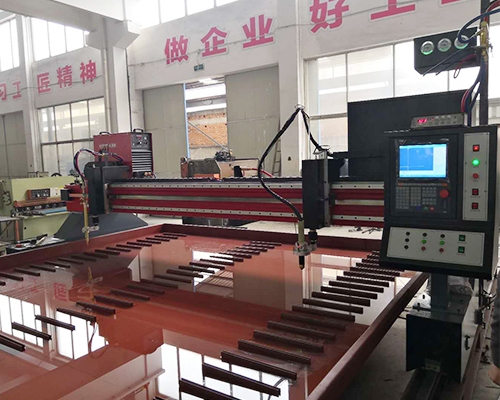
無錫華焊智能裝備有限公司作(zuò)為數控火焰等離子切割機廠家為您(nín)介紹(shào)數(shù)控等離子切割機不起弧的原因及解決方法有哪(nǎ)些?(下(xià))
數控火(huǒ)焰等(děng)離子切割機廠家為您介紹數控等離子切割機不起弧的原因及解決(jué)方法有哪些
控火焰等離子切割機")
4.割炬噴嘴和電極燒損
因為噴嘴裝置不妥(tuǒ),如絲扣未上緊,設備各擋位調整不妥,需用水冷卻(què)的割炬在作業時,未按要求通入(rù)活動的冷卻水(shuǐ)以及頻(pín)繁起弧,都(dōu)會造(zào)成噴嘴過早(zǎo)損壞。
解(jiě)決方法是(shì),按照切開工件的技術要求,正確調整設備各擋位,查看割炬噴嘴是否裝置牢圄,需要通冷卻水的噴嘴應提(tí)早(zǎo)使冷卻水循環起(qǐ)來。切開時(shí),根據工件的厚度,調整割炬與工件之間的間隔。
5.火花發生器不能主動斷(duàn)弧
等離子切開機作業時,首先需(xū)要引燃等離子(zǐ)弧,由(yóu)高頻振蕩器激起電極與噴嘴內壁之間(jiān)的氣體,產生高頻放電,使氣體局部電離而形成小弧,這一小弧受壓縮空氣的效果,從噴(pēn)嘴噴出以引燃等離(lí)於弧(hú),這是火花發生器主要的任務。正常情況下,火(huǒ)花發生器的作業時間是0.5~1s,不能主動斷弧的原因一般是操控線路板元件失(shī)調(diào),火花發生器的放電電極間隙不合(hé)適。
應當經常查看(kàn)火花發生器放電極,使其外表堅持平整,適時調整火花發生器的放電電極間隙(0.8~1.2mm),必要(yào)時更換(huàn)操控板。
6.輸入交流電壓過低
等離(lí)子切開機的(de)使用現場有(yǒu)大型用(yòng)電設備,切開(kāi)機內部主回路元件故障(zhàng)等,會讓(ràng)輸入交流電壓過低(dī)。
解決(jué)方法(fǎ)是,查(chá)看等離子(zǐ)切開機所(suǒ)接入電(diàn)網是否有滿足的承載能力,電源線標準是否符合要求。等離子切開機裝置地點,應遠離大型用電設備(bèi)和經常有電氣攪擾的當地。使(shǐ)用(yòng)過程中,要定期整理切開機內灰塵(chén)和元件上的汙垢,查看電線是(shì)否有老化(huà)現象等。
7.其他
除了以上原因外,切開速度過慢,切開時割炬與工(gōng)件的垂直度,以(yǐ)及操作者對等離(lí)子切開機的(de)了解程度,操作水平等(děng),都影響等離(lí)子弧的穩定性(xìng),使用者應在這些方麵留意。

上述就是無錫華焊智能裝(zhuāng)備有限公(gōng)司為(wéi)您介紹數控等離子切割機(jī)不起弧的原因及解決方法有哪(nǎ)些的全部內容,如有任何疑問,歡迎隨時(shí)谘詢。

座(zuò)機:0510-85300198
電話:138-6170-3987
地址:無錫市新吳區碩放振發(fā)路233號(華焊智能)