地址:無錫市新吳區碩放振發路233號(華焊(hàn)智能)
熱線:電話:13861703987
座機:0510-85300198
網址:www.haogangwan.com.cn
郵箱(xiāng):sales@wuxihuahan
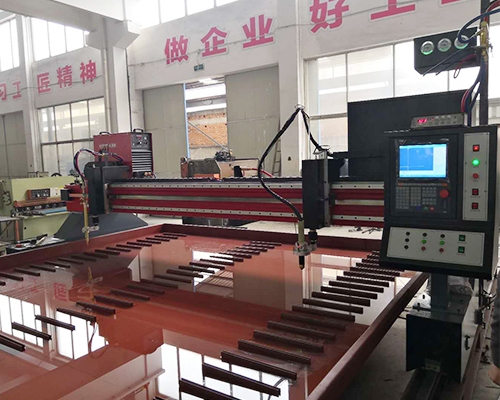
無錫華焊智能裝備有限公司作為(wéi)數控火焰等離子切割機廠家為您介(jiè)紹判斷(duàn)數控切割機質量好壞的標準七則
數控(kòng)火焰等離子切(qiē)割(gē)機使用(yòng)是一種非常複雜的熱物理過程,其間切開資料、火焰束和輔(fǔ)佐氣體相互作用,作用過程(chéng)中伴隨著溫度場變化、能量變化、熱-化學、流體(tǐ)等問題,因而切(qiē)開過程中影響切開質量(liàng)的要素許多有專業研究人員曾總結出近50種影響要素,其間首要包含三方麵:加工(gōng)資料特性、火焰束特性和加工工藝。掃除這些質量影響要素再來(lái)看數控火焰切開機(jī)的質量(liàng)那麽接下來就要從以下幾個方麵來(lái)斷定了。
火(huǒ)焰等離子切割機")
現在國內外研(yán)究板材數控切(qiē)開機的學者(zhě)所引證較多的規範是德國DIN2310 規範中相關的評價目標。在實際切開機加工中評價其加工質量較常用的幾個斷定規範為:
(1) 切縫寬度(dù)。切縫寬度與火焰束光斑直徑及光(guāng)束形式有很大(dà)的關係,對於金屬的數控火焰切開來說切縫寬度(dù)越小其切開質量(liàng)越好(hǎo)。
(2) 切縫外表粗糙度。外表粗(cū)糙度的參數有許多,對於一般的數控火焰切開機,首要挑選(xuǎn)外表微觀不平度十點高度Rz或算術平均偏差Ra的就可以了。
(3) 切斷掛渣厚度。掛渣厚度很直觀的反應(yīng)了數控切開機質量,數控火焰切開(kāi)的意圖是獲得無掛渣的切縫。
(4) 切開條(tiáo)紋。無論選用何種輔佐氣體,切縫外(wài)表都會產生切(qiē)開條紋,其間條紋越細,條紋深度越淺,其切開質(zhì)量越好。
(5) 熱(rè)影響區寬度。熱影響區寬度也(yě)是反映切開質量的重要目標。
(6) 切邊筆直度和斜度。良好的切開質量要求切邊筆直度好、切縫外表(biǎo)潤滑。
(7) 平麵度。
離子切割機")
上(shàng)述就(jiù)是數控火焰等離子切(qiē)割(gē)機廠家為您介紹判斷數控切割機質量好壞的(de)標準七(qī)則的全部內容,如有任何疑問,歡迎隨時谘詢。

座機:0510-85300198
電話:138-6170-3987
地址:無錫市(shì)新吳區碩放振發路233號(華焊智(zhì)能)