地(dì)址(zhǐ):無錫市新吳區碩放振發路233號(華焊(hàn)智(zhì)能(néng))
熱線:電話:13861703987
座機:0510-85300198
網址:www.haogangwan.com.cn
郵箱:sales@wuxihuahan
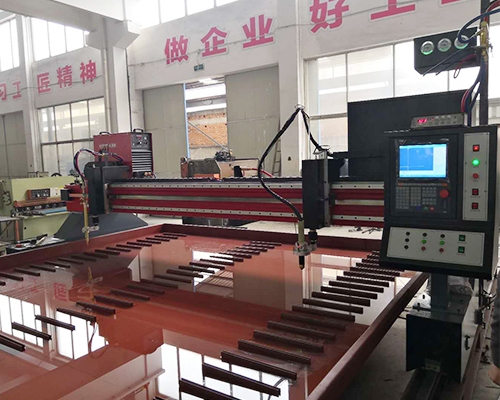
無錫華焊智能(néng)裝備有限公司作為數控火(huǒ)焰等離子切割機廠家為您介紹(shào)他用的數控切割機精度就相當準確穩定的原因有哪些?
數控火焰等離子切(qiē)割機(jī)廠家為您介(jiè)紹他用的(de)數控切割機精度就相當準確穩定的原因有哪些
這裏能夠先說切開機精度(dù)的概念:
切開機精度包含機械精度(dù)和電子精度。機(jī)械精度主要受(shòu)導軌直線(xiàn)度、平行度、水平度,齒輪或者鋼帶等的(de)傳動精度影響,切開(kāi)渠道的水平度也影響工件精度。電子精(jīng)度受到數控體(tǐ)係軟件及運(yùn)動控製卡、脈衝當量(liàng)、伺服及(jí)伺服驅動等影響,特別是脈衝當(dāng)量如果調不(bú)準確,會形成切開圓(yuán)不(bú)圓、大零件尺度不對等問題。檢測切開機(jī)精度,就在割槍上裝上劃針,運行切開機校正差錯的程序,進行劃(huá)線(xiàn)查(chá)看(kàn)。

切開頭有時候會有隨(suí)機性的亂跑狀況(kuàng):
因為電壓動(dòng)搖、數據線鬆動形成體係和伺服控製線接觸不良、伺服反應信號丟(diū)掉、伺服驅動電路不安穩等都或許會形成切開機無規律的亂跑現象。
區別分析一下:1)無規律的亂(luàn)跑能夠掃除數控程序(xù)的問題; 2)有規(guī)律的亂(luàn)跑要(yào)經過仿真查看是否程(chéng)序存在問題(tí),如果程序(xù)沒問題要查看體係軟件(包含軸卡的內(nèi)置軟件)的問題。
綜上所述,差錯能(néng)夠分為切開前差錯和切開後差錯,針對某個程序,切開(kāi)前差錯(cuò)能夠經過劃線來檢(jiǎn)驗,切開後差錯需求采用合理的切開工藝來優(yōu)化以削減(jiǎn)差錯。
編(biān)程軟(ruǎn)件如果存在缺點或沒有累積差(chà)錯批改功用,會(huì)形成生成的數控(kòng)代碼存在過錯。比方生成的代碼尺度數據過(guò)錯或(huò)補償方向過錯;或許代碼存(cún)在累積差錯,形(xíng)成小範圍尺度無問題,線段很多(duō)時(shí)存在較大(dà)差錯,形成(chéng)切入點引入與(yǔ)引出存在(zài)錯位的現象,也會形成(chéng)全板套料(liào)時工件距離偏差。
查(chá)看程(chéng)序問(wèn)題很容易,隻要將數控代碼轉化到CAD圖(tú)形進行丈量,補償方向經過仿真能夠看出是否正確。
如果(guǒ)使用共邊,補償(cháng)量、實踐割(gē)縫寬度和工件共邊處的距(jù)離有必要(yào)共同,如果不共同會形成工件尺度一個大(dà)一個小的狀況。
削減這類差錯的辦法是挑選質量合格的(de)割嘴,割嘴標準也(yě)需要合(hé)適需求切開的板材厚度和材料,能夠先在(zài)廢料(liào)上試割調整,直到割縫寬度均勻,斷麵平整(zhěng)不掛(guà)渣,然後不(bú)加補償切開一(yī)個定尺的矩形,之後進(jìn)行丈量,小(xiǎo)多少割縫寬度就補多少。
變形主要包含熱變形和受到重力引(yǐn)起的變形,編程時采用(yòng)合理的引線位置(zhì)和切開方向能夠削減變形,根據需求能夠加一些冷卻設備,采用結構合理的切開渠道。
火焰等離子切割(gē)機")
上述就是無錫華焊智能裝備有(yǒu)限公司作為數(shù)控火焰等離子切割機(jī)廠家為您介紹他用的數(shù)控切割機精度就(jiù)相當準確穩定的原因有哪些的全部(bù)內容,如有(yǒu)任何疑問,歡迎隨時谘詢。

座機(jī):0510-85300198
電話:138-6170-3987
地址:無錫市新(xīn)吳區碩放振(zhèn)發路233號(華焊(hàn)智能)