地址:無錫市新吳區(qū)碩放振(zhèn)發路233號(華焊智能)
熱線:電話:13861703987
座機:0510-85300198
網址:www.haogangwan.com.cn
郵箱:sales@wuxihuahan
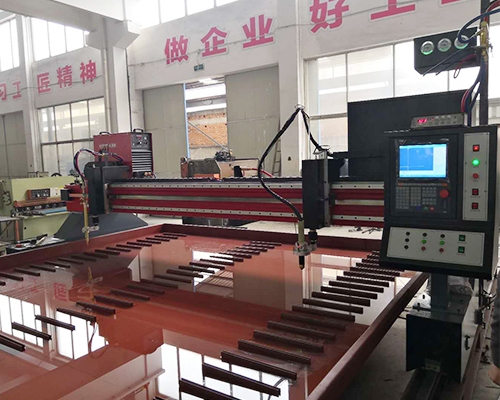
無錫華焊(hàn)智能裝備有限公司淺談(tán)數控等離子切割機裝置準備作業及操作說明(míng)
數控等離子切割機的電源(yuán)有必(bì)要具(jù)有足(zú)夠高的空載電(diàn)壓才華簡略引(yǐn)弧和使等離子弧安穩燃燒。空載(zǎi)電壓一般為(wéi)120-600V,而弧柱電壓(yā)一般為(wéi)空載電壓的一半。前進弧(hú)柱電(diàn)壓,能顯著地增(zēng)加等(děng)離子弧的功率,因此能前進切開速度和切開更大厚度的金屬板材。弧柱(zhù)電(diàn)壓往往經過調理氣體流量和(hé)加大電極內縮量未到達,但弧柱電壓不能超過空(kōng)載電壓的65%,否則會使(shǐ)增加切開電(diàn)流同(tóng)樣能(néng)前進等離子(zǐ)弧的功率,但它遭到電流的束縛,否則會使等離子弧(hú)柱變粗、割縫寬度增(zēng)加、電極壽命下降。
在日常生產過程中切割機的運用會(huì)導致大量灰塵所以我(wǒ)們有必要將(jiāng)設備作業場所須裝置較強通風裝置,以將數控等(děng)離子(zǐ)切(qiē)割機切開過程中產生的煙霧排出!設備(bèi)通電前,應先查看設備上一切開關均處於封閉方(fāng)位(wèi),等離子(zǐ)電源後(hòu)部的旋轉開關處在水平方位。
A、接通電源總開關櫃電源,使兩路電(diàn)纜有電。
B、將設備電器櫃內(nèi)的斷路器(qì)合至ON方位。
C、用鑰匙開(kāi)關翻開係統控製電源,顯(xiǎn)示器應有主界麵出現。
D、再(zài)將等離子電源後部的旋轉開關轉動90°至豎直方位,此時等離子(zǐ)電源前部的(de)電源指示燈應(yīng)亮。
E、敞(chǎng)開空氣壓縮(suō)機(jī)(壓縮機流量1m3/min), 調理空氣壓縮機(jī)壓力控製開關(guān),使壓縮(suō)機輸出(chū)氣壓在6.1-8.2Bar;氣壓(yā)低(dī)於6.1Bar,切開時氣壓(yā)會下降,從而使切開(kāi)質量不穩定;氣壓高於(yú)8.3Bar,會導致(zhì)等(děng)離子電源上空氣過濾器(qì)損壞。調理等離子電源(yuán)上的(de)氣壓調理(lǐ)旋鈕,使壓力保持在5.5-6.0Bar。旋轉等離子電源電流調理/氣體測(cè)驗旋鈕至氣體測驗方位,確認氣壓不會下降至(zhì)低於5Bar。當壓力低於5Bar時,將會嚴重影響切(qiē)開質量,乃至使等離子電源停止作業。
若作業環境不能保證供應氣(qì)源潔淨,應在等離子電源前加裝多級聯合過濾係統。否則含有油、濕氣、灰塵(chén)的空氣,在切開時會引起起(qǐ)弧(hú)失敗、割炬損壞等嚴重後果。
若(ruò)運用(yòng)等離子切開(kāi),開機準備(bèi)作業已完成了。
A將需切開(kāi)的板材放(fàng)於作業台適宜方位,板材不能碰著軌跡。
B.依據圖紙或軟件編(biān)好程序,必要時作空車切開,查看編程是否準確。
C.切開作業時,先發動等離子切(qiē)割機,找好切入點,調好切開參數,翻開氣源,發動等離子切割機,進入程序控製切開(kāi)。
D.切開(kāi)作業時,禁(jìn)止站立在被切開板材和(hé)機架軌跡上,不得亂動電氣元件和傳動(dòng)元件。
E.常常(cháng)保持傳動(dòng)齒條,導軌和傳動鋼帶清(qīng)潔,保證運轉精(jīng)度。
F.要特別注意對操作控製台的清潔保護,對加(jiā)工(gōng)編程應在工藝技術人員的輔導協(xié)助下進行。
G.運用行車合作吊裝板(bǎn)材時,應嚴(yán)格遵守行車作業和地上(掛鉤)作業安全技術操作規程,並(bìng)緊密合作。
上(shàng)述就是關(guān)於數控等離子切(qiē)割機裝置準備作業及操作說明,希望能(néng)給您帶(dài)來幫助。
等離子切割機")

座機:0510-85300198
電(diàn)話:138-6170-3987
地址:無錫市新吳區碩放振(zhèn)發路233號(華焊智能)