地址:無錫市(shì)新吳區碩放振發路233號(華焊智能)
熱線:電話:13861703987
座機:0510-85300198
網址:www.haogangwan.com.cn
郵箱:sales@wuxihuahan
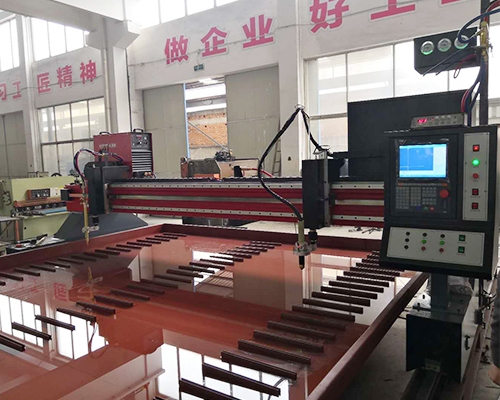
數控火(huǒ)焰等離子切割機是利用高溫噴射出的高速氣流離子(zǐ)化,構成導電(diàn)體。當(dāng)電(diàn)流通過期(qī),該導氣體即構成高溫等離子電弧,再利用電弧的熱量並憑借高速等離子氣流(liú)來完成割機(jī)的一種加工辦法。實(shí)際操作切開時,影(yǐng)響到(dào)工件加工(gōng)效果的好壞除了等離子電弧穩定性、數(shù)控火焰等離子切割機速度以及數控切割機行走精度等要素外,較大影響要素即數控火焰(yàn)等離子切割機(jī)的割槍的噴嘴高(gāo)度的操控及調理。
日常運用過程中,常常(cháng)會遇到等離子割炬的損壞,而不得不經常替換的情況,這樣不僅(jǐn)導(dǎo)致工期延誤,也無形中添加了投資本錢;加上之前咱們所談(tán)及的數(shù)控火焰(yàn)等離子切割機割(gē)炬高度問題,勢必將影(yǐng)響到切割質量和耗材運用壽命。
從這一個(gè)角度來說,數控火焰等離子(zǐ)切割機的割炬噴(pēn)嘴高度(dù)調控直接關係工件的加工效果好與壞,通常噴嘴高度是指噴嘴端麵與(yǔ)切割外表的間隔,它(tā)構成了整個弧長的一部分。
割炬高度是指(zhǐ)噴嘴端麵與切割外表的間隔(gé)。正常情況下咱們(men)一般用切割割炬(jù)高度的操控來調理割縫精(jīng)度。在切割過程中,割炬的(de)高度是等離子(zǐ)弧長的一部分,弧長的高低都會對切(qiē)割割縫產生影響。
由(yóu)於數控等離子切割機一般運用橫流或陡降外(wài)特征的電源,一旦(dàn)噴嘴高度變高了,一起電流簡直沒變化,此消彼長,弧長就會(huì)添加(jiā),繼而添加電(diàn)弧電壓,終究提高(gāo)了電弧功率(lǜ),並且(qiě)一起露出在外的弧長也會添加,弧(hú)柱丟失的能量增多,再切(qiē)開時,切割射流的吹力就會(huì)減弱,切割能力就會(huì)下降許多,切割完後就會發展切口下部會有許多殘熔渣,上部邊緣(yuán)熔(róng)化時間久了(le)就會(huì)出現圓角等現象。並且切割(gē)過程中,射流直(zhí)徑在脫離槍口後是向外膨脹的,割炬噴嘴高度的添加勢必(bì)會加大切口寬度,終究影響切割速(sù)度和切割質量的好壞。


座機:0510-85300198
電話:138-6170-3987
地址:無(wú)錫市新吳區碩放振發路233號(華焊智能)