地(dì)址:無錫市(shì)新吳區碩放(fàng)振(zhèn)發路233號(華焊智能)
熱線(xiàn):電話:13861703987
座機:0510-85300198
網(wǎng)址:www.haogangwan.com.cn
郵箱:sales@wuxihuahan
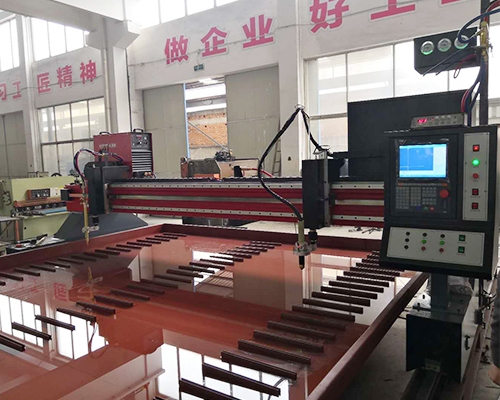
在機械加工過程(chéng)中,板材切割常用辦法有(yǒu)手藝切割、半主動數控火焰等離子切割(gē)機切割及數控切割機切開。手藝切割靈活方便,但手藝切割質量差、尺寸誤差大、資(zī)料糟蹋大(dà)、後(hòu)續加作業業量大,一起勞動條件惡劣,出產功率低。半主(zhǔ)動切割機中仿(fǎng)形切割機,切割工件的質量(liàng)較好,因為其運用(yòng)切割模具,不(bú)合適於單件、小(xiǎo)批量和大工件切割。其它類型半主動切割機雖然減(jiǎn)少了工人勞動強度,但其功能(néng)簡略,隻(zhī)合適一些較規則形狀(zhuàng)的零件切割。數控切割相對手動和半(bàn)主(zhǔ)動切割辦(bàn)法來說,可有效地進步板材切割地功率、切割質量,減少操作者地勞動強度。 進步數控火焰等離(lí)子切割機切割功(gōng)率的技巧:
技巧一:共邊切割。
節約切割耗材有效的(de)辦法,僅運用一次穿孔,就完結多個零(líng)件的接連切(qiē)開,進步了出產功率的一起,大大節 省了鋼(gāng)材(cái)。
技巧二:零件的(de)橋接和連割。
假如數控火焰等離子切割機(jī)體係不穩定導致的切割緩慢,在運用過程中,因為數控體係內(nèi)部CPU和硬盤的發熱,導致體係不穩定,不能全天作業,或許(xǔ)風扇呈現了磨損,硬盤的震動或許有病毒都(dōu)會形成體係停滯。或許是或許數控體(tǐ)係的切割軟件(jiàn)存在(zài)必定的缺陷,呈現了毛病或許切割方麵的錯誤,導致耽誤切割出產。運用套料軟件導致的資料利用率(lǜ)低(dī)下 不要在計算機上完結整套(tào)料和餘料套料(liào),在(zài)數控(kòng)體係方麵調用零件儲存庫或許是讀(dú)入零件進行手藝編程,進行局部切割,讓數控切割機(jī)大部分時(shí)間是處於等待編程的狀態,大(dà)大(dà)減(jiǎn)少了(le)數(shù)控切割機出產(chǎn)功率,一起因為局部切開產生很多剩下(xià)鋼(gāng)材。 數控體係上沒有主動切割工藝和切割參(cān)數數據庫 切割工人隻能說憑仗(zhàng)自己的經驗和調查,通過手藝辦法操(cāo)作數控(kòng)切割機,還不能做到主動穿孔和主動切割,功率十分低。
但是大家操作的時候需要注意編程辦法重視(shì)的(de)是進步切割速度和切割(gē)功率,這種編程形式(shì)是傳統(tǒng)切割辦法無法辦到的(de)。通過專門的計算機軟(ruǎn)件畫圖,將多個(gè)零件(jiàn)的切割路徑連(lián)在一起(qǐ),使(shǐ)得數控切割機在作業時,隻(zhī)用(yòng)穿一次孔就能完結整張鋼板的(de)切割。在切割設置時,運用的切割辦法過於簡略,單個零件均要穿孔,且都要(yào)完好切割,沒有運用共邊(biān)、借(jiè)邊、橋接(jiē)等高效切割辦法,導(dǎo)致切(qiē)割功率低,而且割嘴耗材(特別是等離子割嘴)糟蹋嚴峻。
割機")

座機:0510-85300198
電話:138-6170-3987
地址:無錫市新吳區(qū)碩放振發路233號(華焊智(zhì)能)