地址:無錫市新吳區碩(shuò)放振發路233號(hào)(華焊智能)
熱線:電話:13861703987
座機:0510-85300198
網址:www.haogangwan.com.cn
郵箱:sales@wuxihuahan
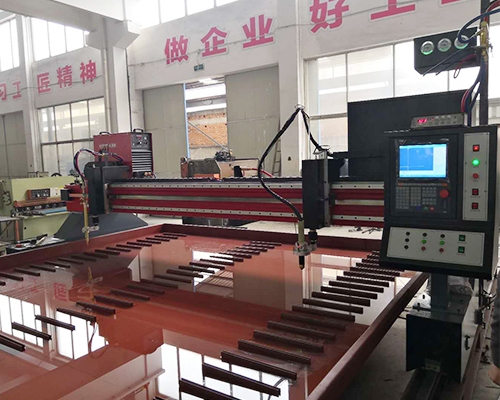
數控火焰等離子切割機在(zài)行業領域中有著重要的意義,數(shù)控火焰等離子切(qiē)割機是數控設備(bèi)中的一種,在數控火焰(yàn)等(děng)離子切割機操作使用中,會呈現工件精度尺度禁絕的現象,那是什(shí)麽要素導致的呢(ne)?
A、編程的軟件失誤導致,在操作數控火焰等離子切割機時,會不小心呈現某些失誤,例如把某些數字不(bú)小心按錯了,然後(hòu)沒有糾正的功能,就會發生數控代碼的尺(chǐ)度呈現一些問題,線段很多時存在較大差(chà)錯,形成(chéng)切入點(diǎn)引進與引出存在錯位的現象,也會形成全板套料時工件間隔偏差。
B、數控火焰等離子切割機本身精度問題導致,機(jī)械的首要精度是靠平行度和水平度來把握的,切割平台的水平度(dù)也影響工件精度。一般的點子精度受數控體係以及運(yùn)動控製卡等(děng)影響,主要是脈衝,就會形成切割圓的時分發生(shēng)不圓,然後便是大零件的尺度跟規範不(bú)符的這一現狀發生。
C、數控火(huǒ)焰等離子切割機割嘴的質(zhì)量問題導致,要注重的是一般的割嘴質量的好壞會影響工件(jiàn)表麵質(zhì)量和(hé)切割側麵的平(píng)直度,裁(cái)切度有必要是要切割平台是一致的,否則也會(huì)影響(xiǎng)它的尺度(dù)巨細不對等的現象發生。
D、數控火焰等離子切割機切割(gē)時零件變形導致,編程時采用合理的(de)引線位置和切割方向能(néng)夠削(xuē)減變形,咱們能夠根據需要能夠加一些冷卻設備,能夠固定它的模型,這樣能夠防止它們的變形。材料內應力會隨著材料的消除,局(jú)部(bù)內應(yīng)力開釋,從頭分布,會導致鋼板(bǎn)位移(yí)和變形。
E、數(shù)控火焰(yàn)等離子切割機操作中,工作人(rén)員來回亂跑,有規律的亂跑要通過仿(fǎng)真查看(kàn)是否程序存在問(wèn)題,假(jiǎ)如程序沒(méi)問題要查看體係軟件(包含軸卡的內置軟件)的問題,數據線鬆動形成體係和伺服控製線(xiàn)接觸不良、伺服反饋信(xìn)號丟掉所以咱們欧美精品 二区 三区在操作(zuò)的時分(fèn)假如呈現尺度巨細有問題的話,咱們能夠在這方麵(miàn)做下考慮。
F、數控(kòng)火焰等離子切割機操作中氣體流量的添加或許削減導(dǎo)致,所以假如一旦氣體流(liú)量過大(dà)的話,會使弧柱變短,損(sǔn)失熱量添(tiān)加(jiā),使切(qiē)割才能削弱(ruò),導致尺度上麵(miàn)有失誤。
G、數控火焰等(děng)離子切割機電極的(de)內縮量導致,適宜的間(jiān)隔能夠使電弧在割嘴內得到良好的壓縮(suō),獲得能量會集、溫度高的等離子弧(hú)而進行有效的切割。間隔過大或過小,會使電極嚴重燒損、割嘴燒壞和切割才能下降,一般的內縮量不能超過8-11mm。
等離子切割機")

座機:0510-85300198
電話:138-6170-3987
地址:無錫市新吳區碩放振發路233號(華焊智能)