地址:無錫(xī)市新吳區碩放振發路233號(hào)(華焊(hàn)智能)
熱線:電話:13861703987
座機:0510-85300198
網址:www.haogangwan.com.cn
郵箱:sales@wuxihuahan
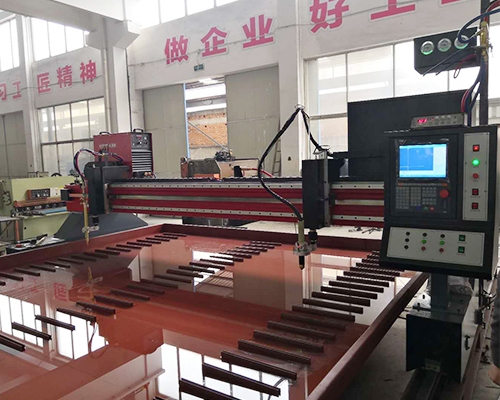
關於數控火焰等(děng)離子切(qiē)割機速度(dù)與(yǔ)熱變形詳解:
通(tōng)常數控火焰等離子切割機電源,需要具有足夠高的空載電壓(yā),才幹簡單引(yǐn)弧和使等離子切割機弧穩定焚燒。空載電壓一般為120-600V,而弧柱電壓一般為空載電壓的(de)一半。進步弧柱電(diàn)壓,能顯著地添加等離子弧的(de)功率,因而能進步切割速度和切割較大厚度的金屬板材。弧柱電壓往往(wǎng)通過調節氣體流量(liàng)和增加電(diàn)極內縮量未到達,但弧(hú)柱電壓(yā)不能(néng)超過空載電壓的65%,不然會使等離子(zǐ)弧(hú)不穩定。
①. 割嘴高度
割嘴高度(dù)是指割嘴端麵至被割工件表麵的間隔。該間隔一般為4~10mm。它與電極內縮量相同,間隔要合適才幹充分發揮等(děng)離子弧(hú)的切割功(gōng)率,不然會使切割功率和(hé)切開質量下降或使割嘴燒壞。
②. 氣體流量
添(tiān)加氣體流量既能進步弧柱(zhù)電壓,又能增強對弧柱的緊縮作用而使等(děng)離子弧能(néng)量愈加會集、噴射力強,因而可進步切割速度和質量。但氣體流量過大,反(fǎn)而會使弧柱變(biàn)短,丟(diū)失熱量(liàng)添加,使切割才能削弱,直至使切(qiē)割過(guò)程(chéng)不能正常進行(háng)。
③.切(qiē)割速度
以上(shàng)各(gè)種因素直接影響等離子弧的(de)緊(jǐn)縮效(xiào)應,也便是影(yǐng)響等離子弧的溫度(dù)和能量密度,而等離子弧的高溫、高能量決(jué)定著切開速度,所(suǒ)以以上的各種因素均與切割速度有關。在保障切割質量的前提下,應盡或許的進步切割速(sù)度。這不隻(zhī)進(jìn)步生產率,並且能減少被割零件的變形量和割縫區(qū)的熱影響區域。若切割速度不合適,其作用相反,並且會(huì)使粘渣添加,切割(gē)質量下降。
控火焰等(děng)離子切割機")

座機(jī):0510-85300198
電話:138-6170-3987
地(dì)址:無錫市新吳(wú)區碩放振發路233號(華焊智能)