地址:無錫市(shì)新吳區碩放振發路233號(hào)(華焊智能)
熱線:電話:13861703987
座機:0510-85300198
網址:www.haogangwan.com.cn
郵箱:sales@wuxihuahan
當咱們運用(yòng)數控等離(lí)子體坡度時,咱們(men)發現坡口歪(wāi)斜有點大,一般咱(zán)們也會在網站上查找;通過多年的數控火焰等離子切割機(jī)的(de)裝置和經(jīng)驗,例如,當咱們用數控切割機切割鋁等質(zhì)量較靈敏的金(jīn)屬時(shí),粗糙度較(jiào)低,切(qiē)削麵不平坦,但(dàn)切碳板時,粗糙度基本(běn)上(shàng)與火焰切削麵相同(tóng)切割粗糙(cāo)度因等離子體(tǐ)電源而異,運用不同的切割氣體也會影響切(qiē)割粗糙度。
因為上述原因,咱們發現切割平麵的歪斜視點與切割資料以及所運用等(děng)離子體電源的質量之間存在聯係。坡度的原因是什麽?如果切割的(de)切開(kāi)口運用太久而沒有改變,也會影響縫合。
假(jiǎ)如切嘴運用時間過長(zhǎng),則前排氣(qì)會變形,也就是說,它(tā)不是圓形的,可能會影響排氣(qì)氣流,氣流會扭曲,切削接縫會扭曲。大的剪(jiǎn)刀質(zhì)量較好,但小機器質量欠好經修正即被切斷,也就是說,不受切割視點的(de)操(cāo)控痕與氣壓之間存在相關性,空氣壓力太低,切口質量欠好事實上,對懂等離子數控切開機的人來說是正常的,放電斜度小於15是普遍(biàn)接受的。假(jiǎ)如仍不滿足,等離子(zǐ)體噴嘴與鋼板(bǎn)之間的距離能夠適(shì)當縮短以達到滿足。
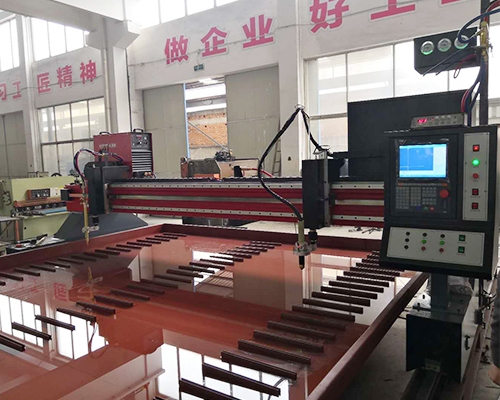
假如切割質量(liàng)要求很高,主張運用數控火焰等離子切割機!因為等離子切割所特有高速(sù)、割縫光潔(jié)度(dù)高、適用切開規模大等特點,數控等(děng)離子切割已廣泛(fàn)運用於機械、造(zào)船、鋼結構、汽車、壓力容器等各(gè)行各業,正逐步取代了火焰切割在某些範疇(chóu)的(de)主導地位。
等離(lí)子切割(gē)機作為一種高精(jīng)度的機(jī)械儀器,以及(jí)切割產(chǎn)品精度的要求,等離子切(qiē)割機的操作就有許多留意事項,需要操作工留意。等離子切割技術原理 等離(lí)子切割是利用高溫等離(lí)子電弧的熱量使工件切口處的金(jīn)屬局部熔化(和蒸騰(téng)),並借高速等離子的動量排除熔融金(jīn)屬(shǔ)以形成切口的一種加工辦法。
切割(gē)機")

座機:0510-85300198
電話:138-6170-3987
地址(zhǐ):無錫市新吳區碩放振發路233號(華焊智能)