地址:無錫市新吳區碩放振發路233號(華焊智能)
熱線:電話:13861703987
座機:0510-85300198
網址:www.haogangwan.com.cn
郵箱:sales@wuxihuahan
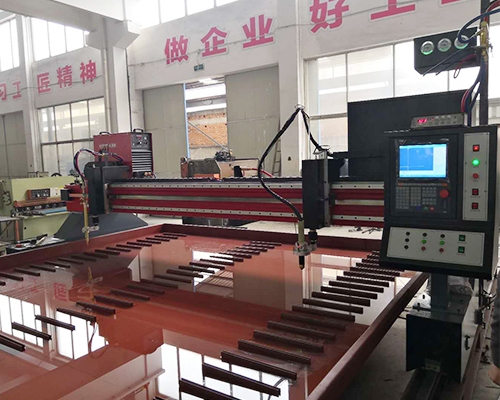
數控火焰等離子切割機結合(hé)簡單易用的數控體係,運(yùn)用高溫在噴嘴處噴發出來的高速氣流離子化,然後構成導電體。當電流通(tōng)過時,該導電體即構成高溫等離子電(diàn)弧,電弧的熱量使工(gōng)件切斷處的金屬局部熔化(和蒸發),並借(jiè)助高速等離子氣流(liú)的動力掃除熔融金屬(shǔ)以構成切斷的一(yī)種加工辦法。運用環形氣流技術構(gòu)成的細長並穩定的等離子電弧,保障了能夠平穩且經濟地切割任何導電的金屬。
在運用數控火焰等離(lí)子切割機時其切割(gē)質量不穩定,易(yì)損件替換頻繁,發現較多的是用戶在運用操作時對數控火焰等離子切割機的運用不行標準,同時對一些細節(jiē)性問題注意不行,下麵咱們總結(jié)了一些數控火(huǒ)焰等離子切割機日常運用(yòng)的一些技(jì)巧希望能為您帶來方便:
1、切(qiē)開應從邊際開端
盡可能從邊際開端切割,而不要穿孔(kǒng)切割。采用邊際作為起始點會加長耗費件的壽命,正確的辦法是將噴(pēn)嘴直接對準工件邊(biān)際後再啟動等離子弧。
2、減少不(bú)必要(yào)的“起弧(或導(dǎo)弧)”時間
起弧(hú)時噴嘴和電極的耗費(fèi)都非常快,在開端前(qián),應將割炬放在切割金(jīn)屬(shǔ)行走間隔(gé)內。
3、噴嘴不要過載(zǎi)運用(yòng)
讓噴嘴過載(即越過噴嘴的作業電流),將使噴嘴很快損壞。電(diàn)流強度應為噴嘴的作業電流的95%為宜。例如:100A的噴嘴(zuǐ)的電流(liú)強度應設定為95A。
4、采用合理的切距
依照運用(yòng)說明書(shū)的要求,采用合理(lǐ)的切距,切距即切(qiē)割(gē)噴嘴與(yǔ)工件外表的間隔,當穿孔(kǒng)時,盡量采用正常切距的2倍間隔或采用等離子弧所能傳遞的(de)高度。
5、穿孔厚度應在機器體係的允許(xǔ)範圍內
切割機不能在越(yuè)過(guò)作業厚度的鋼板上穿孔,一般的穿孔厚度為正常切開厚(hòu)度的1/2。
盡量堅持(chí)割炬和耗費件清潔
在割炬和耗費件上的任何髒物都會較大地影響等離子體係(xì)的功能。替換耗費件時要將(jiāng)其放在幹淨的絨布(bù)上,要常常檢查割(gē)炬(jù)的銜接羅紋,用過(guò)氧化氫類清潔劑清(qīng)洗電(diàn)極接(jiē)觸麵和噴嘴。
焰等離子切割(gē)機(jī)")

座機:0510-85300198
電話:138-6170-3987
地址:無錫市新吳區碩放振發路233號(華焊智能)