地址:無(wú)錫市新吳區碩放振發路233號(華焊智能)
熱線(xiàn):電話:13861703987
座機:0510-85300198
網址:www.haogangwan.com.cn
郵箱:sales@wuxihuahan
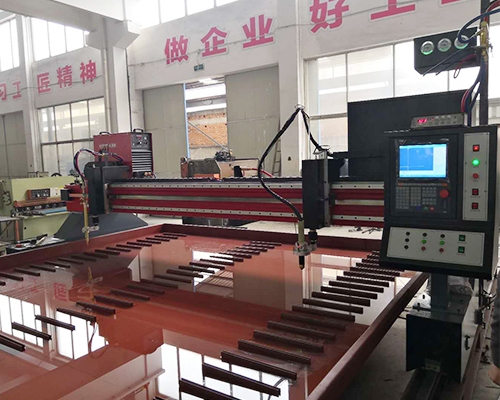
你知道數控(kòng)火焰等離子切割機切開圓管的操作技巧嗎,華焊智能(néng)來告知你。
切開圓(yuán)管時,先預熱管側部位,滾動鋼管的氣割和較快氣割。嘴頭與管子外表接近垂直。切透後嘴頭往上傾斜並與管子成接近切線(xiàn)視點。切開過程中(zhōng),割炬應不時改動方位,以堅持這大部分開視點。切開一段後暫時(shí)中止,將(jiāng)管子稍加滾動後,再繼續切開。較小(xiǎo)直徑的管子可分23次(cì)割完,較大直(zhí)徑的管子可多分幾回,但(dàn)分段越少對(duì)切開越好。
把圓管置於回轉胎具上按逆時針方向滾動,大直(zhí)徑鋼管或圓筒(tǒng)的較快(kuài)氣割。將割炬設在違背圓管頂麵規(guī)定(dìng)距離處。切開時,切開氧流相對切斷前緣形成一個攻角,一起熾熱的熔渣沿管壁內、外外表把切斷前(qián)緣預熱至很高溫度,大(dà)大加速了鐵-氧(yǎng)燃燒反響,使(shǐ)切開速度大為(wéi)進(jìn)步。
使割炬軸線與此切線成15°~25°角,割炬違背管(guǎn)頂的(de)距離按以下方法確認:從切開(kāi)點作管子(zǐ)外(wài)圓的切線。管壁厚時視點取大一些,較快氣割工(gōng)藝在螺旋管生產線(xiàn)上用於管子害長切開。為了縮短預熱時間,可選(xuǎn)用起割處附加(jiā)低碳鋼粒或(huò)短段(duàn)鋼絲的方法來加(jiā)速起(qǐ)割。 切開前把鋼板外表的塵(chén)垢清理潔淨,切開時做到單次成型,盡(jìn)量不要重複(fù)重複切開;影響數控(kòng)火焰切開的質量形成其切開產生尺(chǐ)度誤差的要素(sù)。若板(bǎn)件平整度(dù)狀態不好,切開後易形成(chéng)尺度發生變化。
關於長寬較大的長(zhǎng)條行零件(jiàn),選用公共邊切開,先切長邊,鋼板冷卻後再切短頭的方法。因(yīn)為火焰切開速度慢,預熱時間長,鋼板吸(xī)收過多熱量會發生熱變形,可根據零(líng)件形(xíng)狀和經曆在編製數控切開程序時加以(yǐ)辦法解決。
")

座機:0510-85300198
電話:138-6170-3987
地址:無錫市新吳區碩(shuò)放振發路233號(華焊智能)