地址:無錫市新吳區碩放振發路233號(華焊智能)
熱線:電話:13861703987
座(zuò)機:0510-85300198
網址:www.haogangwan.com.cn
郵箱:sales@wuxihuahan
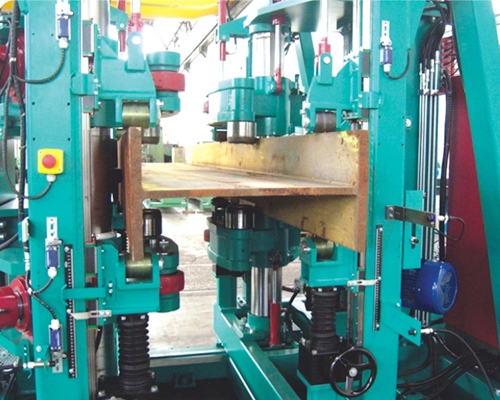
H型鋼液壓矯正機用於(yú)焊接H型鋼翼緣板在焊(hàn)接過程中變形麵的矯正。其矯正原理是:兩個上矯正輪壓住翼板兩邊,一個下矯正輪頂住翼板中間,下矯正輪在頂升油缸推動下向(xiàng)上頂壓翼板中間,從而達到矯正翼板焊接變形的(de)目的(de)。
在操作使用過程中,欧美精品 二区 三区要注意以下方麵:定期檢查(chá)潤滑油和液(yè)壓油的油位(wèi)和(hé)油質,進行(háng)補油和(hé)換油,回油堵塞報警時,對濾油芯進行清(qīng)洗。定期(qī)檢查管接頭和密封情況。主傳動馬達啟動,運轉10分鍾,平穩無異響。矯正油缸升降(jiàng),動作靈(líng)活,行程達到150mm。液壓係統電機(jī)啟(qǐ)動,各電磁閥動作靈活,壓力調節範圍在5~25Mpa之間。打開油缸升起開關,浮動輥道部(bù)分平穩升起,且行程大於(yú)100mm。
啟動總電源,啟動液壓係統。根據矯正能力來矯正工件(jiàn)。將工件吊入輸入側輥道上(shàng),注意工件基本處於輥道中間位置,將主機(jī)上腹板扶正輪(lún)液壓側縮回(huí)。測量工件翼緣板的寬度,根據其寬度將兩(liǎng)矯正輪(lún)調整到刻度尺相對(duì)應的位置。使其與主傳(chuán)動輪構成(chéng)矯正(zhèng)孔形。開啟(qǐ)輥道輸送電機,將工件輸入主機內,端部多過主傳動輪中間約150mm,即停止工件輸送。手動調(diào)節腹板扶正輪,將工件腹板導正在矯正(zhèng)輪中間位置,中間偏差不多過5mm。
先點動操作前後浮動道升起,眼力觀察,讓工件翼板上表麵基本與上麵兩壓輪下表麵相結(jié)合。點(diǎn)動矯正(zhèng)輪升起按鈕或通過數字輸入操作麵板將主油(yóu)缸伸出,讓主輪正輪、工件翼板、上壓輥三者緊貼(tiē)在一起。啟(qǐ)動主傳動馬達,將工件輸出主機位約200mm,以便於檢測。檢測初矯後的翼緣板與腹板垂直度,阻止矯正過變形,或調整矯正量(每次矯正(zhèng)變形量不多過2mm)。
如需調整矯正量,將工件退(tuì)入主機內(端部多過矯正輪中間約150mm)調節主矯正輥的升高量。啟動主傳動馬達,進行正常矯正輸出。如單邊需多次矯正,在工件尾端距矯正輪中間約100mm處,應停止(zhǐ)輸送(sòng),將工件退回(前端部多出矯正輪中間(jiān)約150mm),重新進行。工件整體脫離主機(jī),即降下浮動前後輥道,然後降下主傳(chuán)動輪,將工件吊出。


座機:0510-85300198
電話(huà):138-6170-3987
地址:無錫市新吳區碩放振發路233號(hào)(華焊智能)